
 New infrared test system for defects from 10mm onwards, at 1.5 m/sec with significantly reduced pseudo-signals.
New infrared test system for defects from 10mm onwards, at 1.5 m/sec with significantly reduced pseudo-signals.
For defect testing of round and square steel bars, raw material for crankshafts, engine- and chassis components, the German Lech-Stahlwerke GmbH works with a new test system of Institut Dr. Foerster GmbH & Co. KG. By applying the method of heat-flux thermography and on the basis of patented software algorithms, an accurate, reproducible defect detection with an effective, simultaneous suppression of pseudo-signals can be realized at test speeds as high as 1.5 m/s. This demonstrates the superiority of the new test system. Michael Herr is head of the finishing section at Lech-Stahlwerke GmbH in Meitingen. The plant processes roughly 1.1 million tons of steel per year; approximately 80% of the engineering steel and special steel is produced for the European automotive industry. This means meeting the highest standards in precision with a minimum flaw rate. Thus, big efforts are made for testing. “The former system had encompassed several components of various suppliers. Problems came up at the communication interfaces when a defect was detected, and then the line was stopped” says Mr. Herr. “Since the commissioning of Foerster, the situation has changed because the complete system, including hardware and software, comes from one source.”
 Patented Evaluation Procedure
Patented Evaluation Procedure
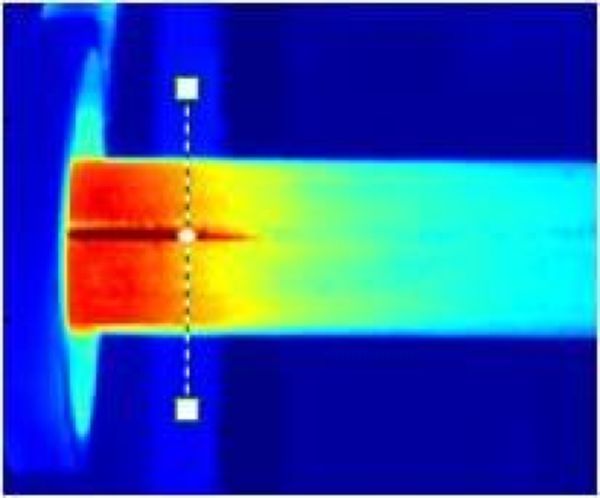
For homogenization and increasing the emission coefficient, the test piece is finely wetted with water before the testing. An induction coil then warms up the test piece. This leads to an increase in temperature at surface-open defects, which is proportional to the depth of the defect. Four infrared cameras conduct a gap- and contactless scan of the surface of the test piece. Collected data is stored in real time.
In the past, inductive thermography for the testing of steel billets captured the temperature at each surface point only once (snapshot). The newly developed and by now patented evaluation principle is based on the dynamic recording of the temperature development – meaning multiple measurements of the same surface point are made within a time interval. This, and the application of specific software algorithms allows for a maximum certainty in the distinction between actual defects in the material and pseudo-signals.
Individual, Application-Specific Modifications
For the use in the Lech-Stahlwerke, the system, with the name DEFECTOVISION® IR, was customized by Foerster. Particularly important factors for the customer were the reproducible detection of defects starting at lengths of 0.3mm and 12.5mm, minimization of pseudo-signals, automatic detection and marking of defects, as well as a high test speed. Furthermore, the system stands out due to its user-friendliness, interfaces to a Level-2-system and the possibility of result storage in a database.
 Cost- / Benefit Factors of Testing with Thermography
Cost- / Benefit Factors of Testing with Thermography
“A surprisingly high number of companies still work with a manual magnetic particle inspection. The results of this method are subjective, hardly reproducible and very complicated to document”, explains graduate physicist Stefan Koch, product specialist at Foerster. This kind of testing is highly sensitive, which is why there are many signals that do not supply information on the depth of the defect. Also, suppressing defects which are below a certain threshold is not possible. Besides, the method is also slow. “Thermography provides reproducible data on position and depth of defects, which is stored in a database and which can be printed in a complete test report” says Mr. Koch.
For the head of the finishing section Michael Herr, the new test system stands in several ways for an improvement and efficiency increase in the production: “We are very satisfied with the software modifications, which have been specifically adapted to the requirements in our company. The system is now permanently available, the test speed has been increased significantly, the dimensions are more compact and operating costs are lower. The database material, which is generated during the test, can be evaluated in various ways. Thanks to the remote service, the support of the specialists of Foerster is always accessible for me.”
ABOUT THE Institut Dr. Foerster GmbH & Co. KG
In 1948, Prof. Friedrich Förster founded the Institut Dr. Foerster GmbH & Co. KG. Today, the company is known as an international, technological pioneer in the development and production of instruments for non-destructive testing of metallic material, for the determination of material properties of parts, or for the detection of metals. The company develops and realizes solutions ranging from one instrument up to entire test sections for demanding operating conditions in close cooperation with its customers from the metal producing and metalworking industry, from the automotive supply industry, as well as the aerospace industry. With more than 500 employees, 10 subsidiaries, 50 representatives and an export ratio of approximately 80 percent, the FOERSTER Group acts as a “Hidden Champion” on all continents. The company is currently led in third-generation and has its headquarters in Reutlingen, Germany.
For more information:
Institut Dr. Foerster GmbH & Co. KG
Mr. Dr. Rainer Sailer
+49 7121 140 212
sailer.rainer@foerstergroup.de


