

Galvatec Cavatorta
Contributing ideas’: Steeltec’s comprehensive and integrated approach helps its customers achieve cost-efficient production of components that are optimised to meet their specific application requirements © Steeltec Group
The aim of the project is to develop a new model of production of steel wire coated with metal alloys with a reduced overall environmental impact, where the traditional hot-dip galvanization is replaced by a process of controlled application of a thin metallic protective layer capable of guarantee an extremely durable and completely recyclable finished product.
At the base of the project there is the idea of protecting the steel wire with a reduced protective layer through the use of metal alloys based on zinc and aluminum, with a high aluminum content. The project is part of a long program undertaken some years ago by Metallurgica Abruzzese to reduce the environmental impact of its processes and products, over the best technologies available today recognized by the EC. We know today that the world’s natural zinc reserves are rapidly depleting. The currently known deposits are estimated around 180 million tons.
Considering a worldwide use of zinc of about 10.5 million tons/year, taking into account new resources that will be discovered in the future, it is estimated that the reserves will be available until the year 2063.
[su_box title=”Report” box_color=”#d2162d”]The article that we are going to present deals with the industrial project called “ LIFE M&M Man and Metal” promoted by Metallurgica Abruzzese S.p.A., with the financial contribution of the LIFE financing instrument of the European Community. The protagonists of the project are: – Metallurgica Abruzzese S.p.A.: Mosciano Sant’Angelo (TE) – Italy – S.A.C.ME. S.r.l.: Tortoreto (TE) – Italy – Università degli Studi di Padova – Italy Keywords and abbreviations used in this article: Zn = Zinc Al = Aluminum The information in this article refers to the research activity carried out in the period September 2015 – February 2018, with the project still in progress.[/su_box]
Furthermore, the hot galvanizing processes on steel generate an intermetallic layer of Fe-Zn alloy which makes the total recovery of zinc very complex, if not impossible.
In this context, the aim of the project to find alternatives to traditional galvanizing processes, both increasing the useful life of the products and reducing the amount of material in the protective layer, has an undoubted environmental value.
- The project is carried out through the following main phases:
ALLOY: identify the protective alloys (or pseudo alloys) for steel wire, using metals from recovery sources, such as shavings and generic aluminum waste or zinc dross, to subject them to adequate treatment and obtain the raw material for the subsequent phase of metallic coating; - COATING: developing the continuous process of thermal spray to apply a thin protective layer of the alloy from the previous phase, continuous and free from surface defects.
In the first research phase, tests were carried out to recover zinc-alloys in the form of powders through crushing and selection processes of zinc and aluminum waste, considering the powders to be the most suitable form of use of the thermal spray coating material.
Subsequently, having identified in the “electric arc spray” technology the most suitable to be used in the continuous coating process of the metal wire, the use of powders has been abandoned by the use of metal wire consisting of zinc-alloys suitable for coating.
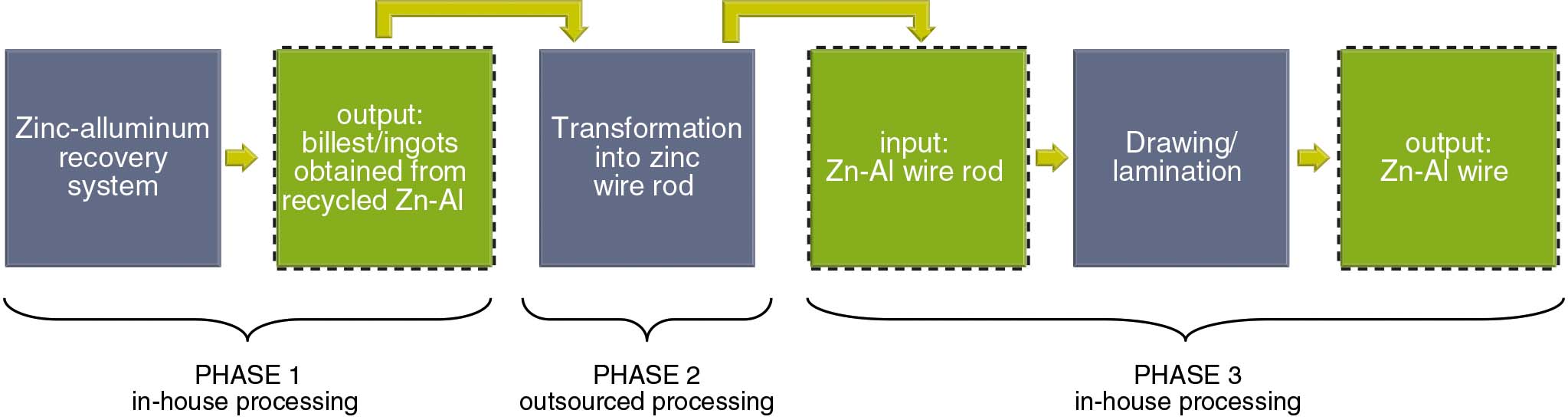
For this reason a process for recovery of zinc-aluminum alloys was developed, aimed to obtain a wire that are made of these zinc-aluminum recovered alloys.
The process can be schematized in the following flowchart:
Thermal spraying
This first phase of the research is followed by the one concerning the process of coating the metal wire.
The main purpose of this action was to develop the thermal spraying technology, believed to be able to ensure an optimal protective coating for the wire in a continuous process, also using methods to identify the possible pseudo-alloys for the use during the thermal spraying phase to provide excellent protection against wire corrosion.
This process was developed through four phases:
- development of a suitable thermal spray system of Al-Zn alloys and psuedo-alloys on a wire substrate: this entailed the identification of the correct geometry and positioning of the spray nozzles for an effective installation in a continuous process;
- definition of the optimal thermal spraying parameters to minimize overspray and guarantee the homogeneous coating of the wire
- production test of coated wire with the identified pseudo-alloys and characterization of adhesion and porosity
- design and development of the overspray recovery system for internal recycling
Different thermal deposition techniques are into the category of thermal sprays, which differ only in the way in which thermal energy is applied to the particles to be sprayed and can be divided into three categories:
- Plasma
- Combustion
- Electric arc
In the this project it was therefore decided to adopt electric arc technology, which offers the additional advantage of being a cheaper technology than the others.
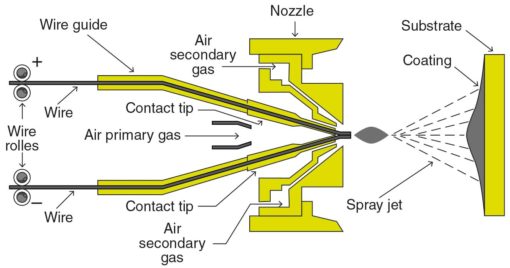
The electric arc implant consists of two conducting wires with two opposite ends, held one in front of the other, by means of insulated and suitably spaced guides; the other two opposite ends, meanwhile, are connected to a direct current source and the circuit is closed by an electric arc generated between the two spaced points.
The purpose of the arc is to produce instantaneously the molten particles to be deposited, removing them from the supply wires; at the same time, a jet of high pressure gas (usually compressed air), positioned on the side opposite the coating, provides the necessary thrust to push the particles.
This technology makes it possible to use both zinc wires, aluminum wires and zinc-aluminum wires as feed, thus allowing the deposition of zinc, aluminum or zinc-aluminum alloys. By adjusting the thickness of coating or by varying the wire feed speed, it is also possible to vary the percentage of the mixture.
The coating pilot line including the thermal spray phase can be represented by the following flow chart:
After payoff, the drawn wire must be superficially cleaned to remove any surface oxides and drawing lubricant residues.
This operation is carried out by pickling with hydrochloric acid in traditional galvanizing plants.
Since the aim of this project, among other things, is to eliminate this phase, two different wire-cleaning systems were tested: electrolytic pickling and mechanical shoot blasting with small steel balls. The choice fell on the mechanical shoot blasting, as it has the double advantage of removing the surface oxides and creating a micro roughness on the surface to facilitate the adhesion of the zinc (or Zn-Al) particles during the thermal spray step.
Then follows a thermal pre-treatment in an electromagnetic induction furnace in an inert atmosphere. Subsequently the wire is coated with thermal spray.
A large part of the research was concentrated on this step: different configurations of positioning of the thermal spraying nozzles were experimented, both with the nozzles arranged circularly at 120 degrees with respect to the axis of the wire (fig.1) and at 180 degrees (fig.2), both with thermal spray jet inclined 45 degrees with respect to the wire axis.
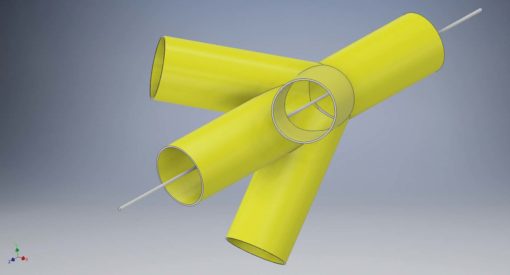
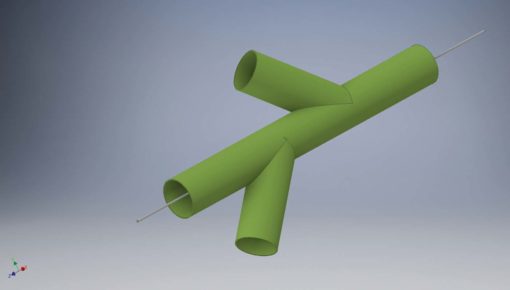
Based on the results obtained, it was chosen a final solution with 2 nozzles arranged at 180 degrees and offset from each other (fig.3-4)
This process configuration allows to obtain wires with good adhesion of the zinc-aluminum alloy coating. Coating uniformity and the surface finishing, actually rather rough compared to traditional galvanizing, must be implemented.
However, possibility of coating wires with variable Zn-Al alloy composition is clear advantage of this process.
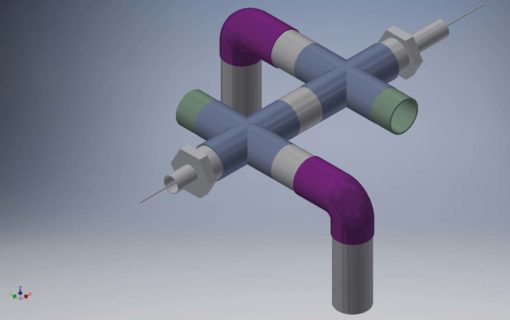
Fig. 3 graphic simulation of the definitive arrangement of the thermal spray nozzles
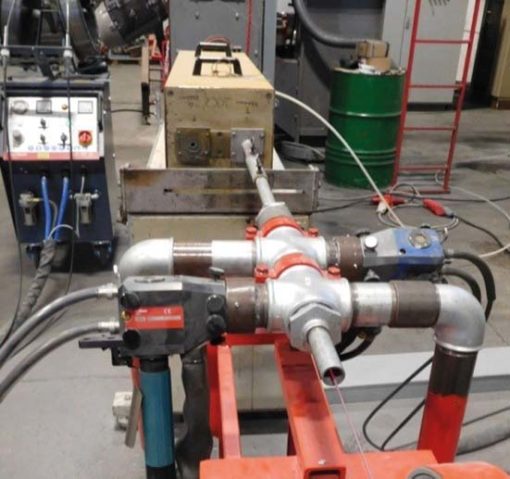
Fig. 4 final realization of thermal spray nozzles
This made it possible to create finished products with a different relative percentage of the 2 elements, ready to test anti-corrosive performance.
Also comparative corrosion tests are currently underway between products coated with the new process and hot-dip galvanized products.
The tests are both of accelerated corrosion and in the other conditions in which the coated steel wire can be used.
At the same time, they are checked environmental indicators set in the objectives: in this case, the objective is also to compare the process discussed in this article with the traditional hot-coating process.

Particularly we take following environmental indicators as reference:
- zinc consumption reduction [%]
- raw materials reduction [%]
- CO2 emission reduction [%]
- Improvement of the finished product life cycle [%]


