
With wire EDM machines we can obtain very high-precision machining, even if with not high execution speeds if compared with other mechanical machine tools’. Research focuses then on particular automations allowing independent performances of the machine in the wire management, too.
By Giuliana Spino
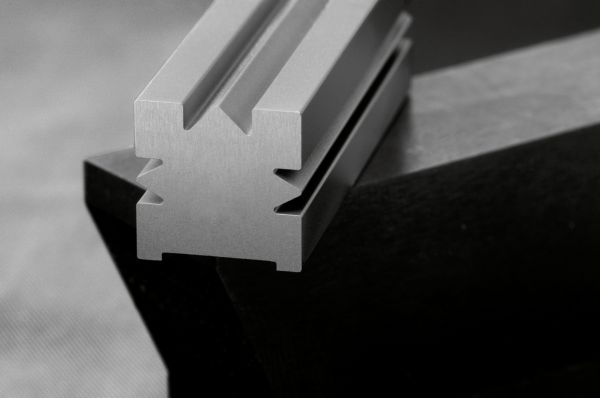
Example of bar machined by Wire Electro-Discharge Machining.
The intuition of exploiting the erosive and destructive effect of electric discharges on metal conductors for the metalworking, surveyed by F. Priestley in 1770, dates back to 1943, following the researches by B.R and N.I. Lazarenko to eliminate that phenomenon existing in electrical contacts. Plunging contacts into an oil bath to reduce the wear caused by sparks, they observed the opposite effect and therefore they developed a working process that exploits the erosive capacity of electrical discharges between two electrically conductive bodies.
The EDM machining allows working on metals of high hardness, such as special steels, rapid steels, hard metals or hardened by means of heat- or chemical treatments, like hardening, carbide sintering and others; the machining speed, however, is much slower compared to stock removal machining ones.
The machining is executed by approaching two conductive bodies, that is to say the electrode that operates as a tool and the workpiece, immerged into a dielectric liquid up to reaching the triggering gap of the electrical discharge. The electrode is fed with positive polarity and the workpiece with negative polarity because, in this way, it is subjected to a higher erosion degree. Machining scraps consist of microscopic spherical scraps that are dispersed in the dielectric fluid.
In time, the electro discharge machining technique has split into EDM – Electro Discharge Machining and in WEDM – Wire Electro Discharge Machining where a stretched conductive wire constitutes the electrode. The wire, being subjected to electrical and heat stress, is wound in a coil to assure its constant replacement while machining to avoid failures.
The machining peculiarity
Wire Electro Discharge Machining is essentially a throughfeed machining and, in general, this technology, in terms of cost/performance ratio, is probably the most precise in absolute in the machine tool ambit. Today, in addition to the only throughfeed machining, on some plants it is possible to perform particular geometries that are becoming more and more interesting, like, for instance, the combination with auxiliary axes that permits to obtain shapes that were unconceivable in the past. Typical applications are special tools or special machining processes. By means of axes controlled by NC, it is possible to modify and to interpolate the initial workpiece position and to impart some motions that lead to helical geometries absolutely unfeasible in the past. Wire machines, besides the standard cylindrical machining, can work conical parts with inclination up to 45°.
WEDM is particularly suitable for those machining processes needing high precision but not requiring high execution speed. We can, for instance, load and start a machine in the evening and obtain the machined material the following morning, with the demanded precision that can reach the micron. Among the high-precision products implemented in this way there are for instance, dies for forming electrodes intended for EDM machines, shearing tools and so on.
Tool: the wire

Series of components machined through Wire Electro-Discharge Machining.
Wire manufacturers offer numerous solutions that range from pure brass ones to those with CuZn36/CuZn37 alloy core and special coatings. Diameters range from 0.07 to 0.35 mm with tolerances of even -0.000/-0.001 and variable extensions from <1 to >25%. Ultimate tensile stresses range from 450 up to 1,100 N/mm2. The proposed wires feature characteristics aimed at allowing higher cutting speeds, with consequent reduction of machining times, and at assuring a longer service life of contacts and wire-guides of machines, at achieving a better piece finish with the minimum energy consumption. A further aspect of interest for machine manufacturers concerns the wire suitability for the automatic threading during the machining fulfilment.
Machines
The technological evolution of WEDM machines in time determines the responses to users’ demands concerning precision, surface quality, reliability, flexibility as well as cost-effectiveness, aspect, the latter, on which they are more staking over the last few years. In the ambit of machining strategies, in particular, they have made notable progresses in the numerical control for the machining management and with what smartness it interacts with the same. In this ambit, they have devised specific packages that range from spark management systems in terms of power (called Power Expert), irrespective of the workpiece height, with which the plant can assure machining reliability, flexibility and safety also in case of interruption, to systems that control the precision of both piece shape and contour (called Wire Bending Control or Surface Expert). Currently, machines are and must be evaluated also according to the functional process intelligence equipping them. Therefore, the technology of WEDM machines is evolving towards the highest possible autonomy, since some machining operations are very long and then eventual external interventions must be drastically reduced. We can, for instance hypothesize, of equipping the machine with an automatic piece changer through an external robot and a magazine, to increase the machining autonomy further.
Remarks and evaluations by two WEDM machine manufacturers
GF Machining Solutions
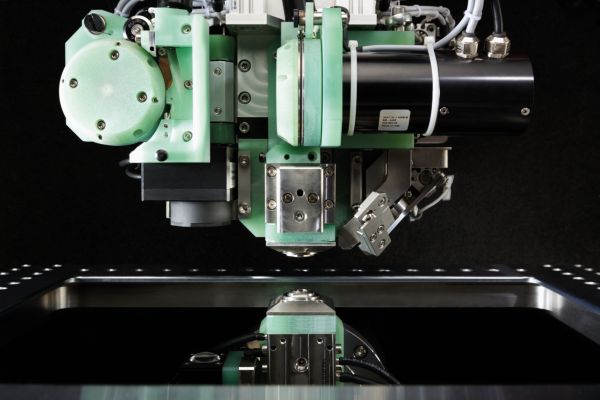
Agie Charmilles offers the possibility of mounting the IVU Advance part optical measuring system.
GF Machining Solutions, for its WEDM machines, besides all above mentioned characteristics, has always believed in the wire potentiality, considering, however, too limited the only possibility on the market of using the standard brass wire. Therefore, even taking the brass wire into account, it avails itself of a data bank of technologies permitting to use also other wires available on the market and therefore it is highly committed to the research about wires and materials. Consequently, customers can range on different wires achieving different performances depending on their requirements, without being bound to use only and exclusively the brass wire. Therefore, the machine operation is also programmed according to the wire typology and material. Fundamentally, it is possible to determine the three workpiece specifications for each plant: the piece height, the roughness to be obtained and the wire type to be used and this is sufficient to set the right machining technology. In this way, the machine reacts by setting the wished parameters: at disposal on the market there are both wires that enhance speed performances and wires permitting to attain more homogeneous surfaces but with lower machining speeds.
“The future market of WEDM machines is linked with the potentialities of the generator-wire combination and more and more with the miniaturization of the wire itself as well” explains Giovanni Rimoldi, sales manager of GF Machining Solutions. “Our machines do not need particular devices to use wires with different diameters (variability from 0.02 to 0.33 of diameter) since open guides allow using them without needing calibrations. Besides, the AWC wire automatic change allows the machine to restart the machining while improving performances because a wire with bigger diameter has relevant cutting capability and speed compared to a subtler wire. Therefore, it is possible to carry out a first cut with a bigger-diameter wire and afterwards to refinish with the final wire of smaller diameter. Innovative is also the cutting technology not in water but in oil bath (similar synthetic dielectric to the one used in EDM technology), which can be proposed on the market again since new generators support it easily. Oil machines (CUT 1000/2000) avoid, definitively, all possible electrolytic alterations of workpieces immerged into water. This allows executing machining of materials called exotic or of highly sensitive steels in total absence of corrosion or of oxidation, while reaching average arithmetical roughness, inconceivable in the past, of 0.005/0.003 Ra.”
Fanuc
“Users require that the WEDM machine operates in the most possible reliable manner since machining times are generally long and therefore it is senseless that an operator controls it uninterruptedly” states Gualtiero Seva, sales executive of Fanuc Italia. “The WEDM machine, then, must be programmed, loaded, started and then abandoned. This implies two types of reliability; the first is the reliability of the machine itself that must go on working without problems; the second is the reliability related to the cutting tool, that is to say the wire, which basically can break, especially when we must accomplish high-precision operations, for which we use very thin wires. In this case, the machine must be able not only to understand that the wire is interrupted (this is quite simple since there is an electric current circulating in the wire and a simple sensor detects the wire breakage) but must also be able to thread the wire again and then restart the machining automatically. This technology is very particular and in the Fanuc Robocut machine there are two main parts. The first concerns the procedure for the wire preparation after a failure or for a machining positioning change; there is then a wire preparation so that it has an inlet or a thinning terminal for a better threading. The second concerns the wire guide technology through a water jet-stream to thread it again automatically and to restart the machining. In case of interruption, the piece surface close to the interruption is not damaged since there are specific functions that restart the operation course slightly before the interruption zone, in order to compensate for eventual imperfections. Moreover, the EDM machining is very punctual since only a part of the wire surface, the one closer to the material, generates the electric discharge. To obtain the oriented discharge, we work on electrical parameters deriving from a combination of wire material, material of the piece to be eroded, dielectric liquid introduced to increase the discharge and wire distance from the piece”.
Fanuc requires wire quality and especially constant production to the wire manufacturer. We use wires with different diameters, according to the precision that we want to obtain on the piece but, since the wire is a consumable (i.e. it is used once only), it is è important that quality is constant. In fact, once assessed the attainable precision with a determinate wire, we exact that such precision is constant. If the wire is not constant, uncontrollable effects on the piece appear, like for instance waviness effects. There are, obviously, parameters and functions that permit to control and to compensate discharge fluctuations but it is preferable to avoid them at the origin.
Some models of WEDM machines
GF Machining Solutions

The machine Agie Charmilles CUT 2000S works in oil bath.
The latest series of WEDM Agie Charmilles machines is CAT 2000/3000 S that, through particular sophistications of the generator, can reach 30% of additional performances compared to the previous line, that is to say 30% of detected speed with the same precision. They are High-End plants with automatic wire change possibility and able to machine with wire up to 0.3 mm of diameter. The generator is particular since equipped with an enormously reduced wiring towards the piece and this peculiarity allows controlling better both the spark and the servo-mechanism that manages the machine during the process. Thanks to the electronics miniaturization, they could create such a small generator that it is possible to install it directly behind the work tank. Besides, on this machine line it is possible to install the optical piece measuring system IVU Advance, which consists in an optical display with various magnifications that interacts with the control system. This optical system allows measuring, preparing the machining and checking both the position of threading holes and the workpiece positioning as to the machine table. The Advance system can also inspect tiny shape distortions and correct them on the following part. Once completed the first piece, possible trajectory errors are controlled, correcting them in the successive parts directly on machine board.
Fanuc

C400 and C600 versions constitute the latest models of Robocut family by Fanuc.
Robocut family by Fanuc includes two versions: C400 and C600, which are the latest models. The first WEDM machine produced by Fanuc dates back to 1975, it has evolved in time and took the Robocut name in 1995. The last current model is Alpha CiA, presented last year. The two models essentially differ for the sizes of the machinable workpiece: C400 has X-axis stroke of 370 mm and C600 of 600 mm. They are two absolutely compatible models, they are conceived as 5-axis machines and they can be equipped with additional axes, for instance a rotary axis, to carry out round machining. Machines are fully designed and manufactured by Fanuc and use components (motors, drives and numerical controls) shared by all other Fanuc products and proposed to machine tool manufacturers worldwide too. This componentry sharing allows achieving a common platform and especially creating a critical mass with volumes permitting to achieve scale economies and, especially, to rely on a base of reliability knowledge (the maximum monthly manufacturing capacity is 30,000 Numerical Controls, 250,000 motors-drives, 5,000 robots, 5,000 machines).
Fanuc attains a yearly turnover of almost 3.5 billion Euros and in Japan it employs about 2,300 workers, of whom 800 are committed to research and development. This allows designing and producing everything in-house, as well as granting the 25-year long availability of spare parts for its products to customers. The user of a Fanuc WEDM machine knows that he can rely on the certainty of restarting the machine (especially for WEDM machines that, not being subjected to big mechanical stresses, are very long-lived) also in the long term, since spare parts are assured for a long time, thus permitting to go on using an operating plant, as investment protection.


